Как сварить трубу под 90 градусов. Разновидности труб и их соединение под углом
В процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
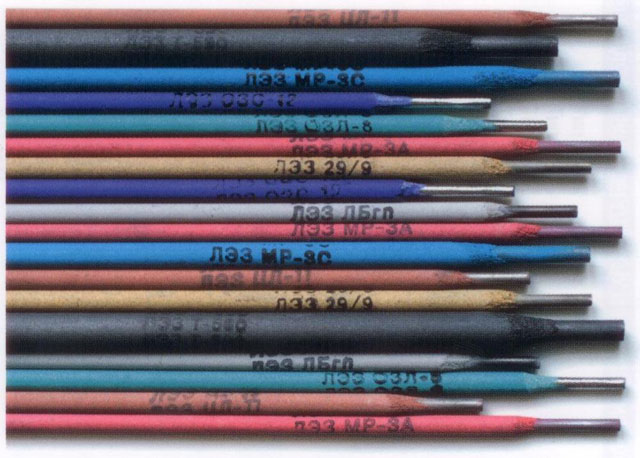
Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой . Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой . В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С) . Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA) . Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR) . Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC) . Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B) . Такие изделия можно назвать универсальными, ведь они подходят для сваривания толстостенных труб, деталей, эксплуатация которых будет производиться при отрицательных температурах. При этом образуется пластичный качественный шов, который не трескается и не деформируется со временем. Читайте также: " ".
Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Что нужно отметить отдельно, так это наличие прямой связи между ценой и качеством электродов. Не раз был проверен на практике тот факт, что дешевые расходные материалы не позволяют выполнить правильную сварку труб с необходимым уровнем качества. Поэтому не стоит экономить на этой статье расходов, ведь в результате они могут возрасти намного больше.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
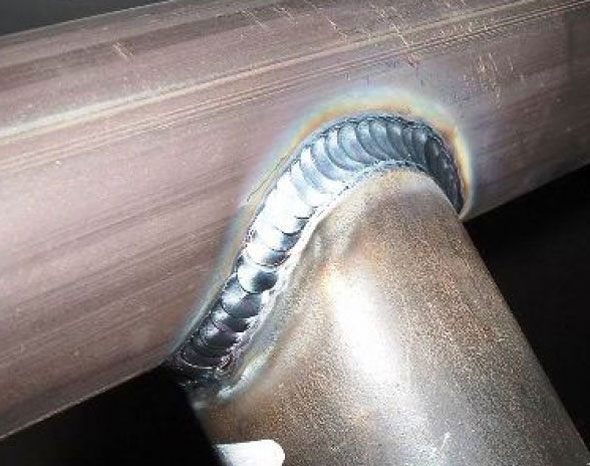
- соединение в тавр – это значит что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
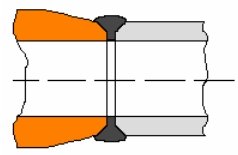
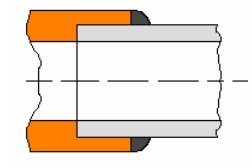
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.

При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Обращаем ваше внимание, что при работе со стальными трубами соединение должно быть встык, с обязательным провариванием места стыковки по толщине стенки изделия. Оптимальным в данном случае будет использование нижнего поворотного шва.

- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Отдельно стоит остановиться на профилированных изделиях. Сваривание таких труб надо проводить точечно. Это значит, что сначала прихватывают две точки с противоположных сторон профиля, потом переходят на две другие точки, и так до тех пор, пока вся труба не прогреется. После этого приступают к выполнению сплошного сварного шва по периметру трубы.
Предварительные работы с деталями
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.

Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
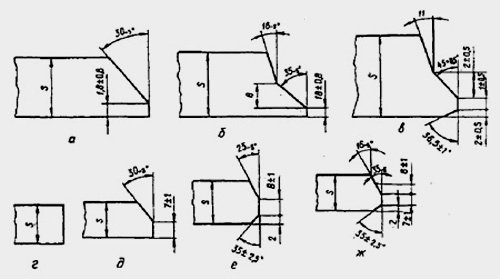
Последнее, о чем нужно позаботиться – правильная конфигурация торца. Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.

Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.
Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
- Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах. Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
- В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
- Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.

Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Выполняя вертикальные швы на трубах сечением 30-80 мм, сваривание производится в два шага – сначала делают шов на ¾ длины, а далее – все остальное.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Работа с поворотными и неповоротными стыками
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.

В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.
Проверка надежности соединений
Зачастую контроль над качеством сварного шва и герметичностью системы вам придется выполнять самостоятельно путем визуального осмотра.
Для этого сначала шов нужно очистить от шлака и простучать его легким молотком. Далее визуально осматривают сам шов на наличие в нем сколов, порезов или трещин, плохо проваренных кусков или прожогов насквозь, а также прочих дефектов.
Последним этапом будет замер толщины шва. Для этого можно использовать стандартные приборы, а также щупы, шаблоны и прочие приспособления.
Обратите внимание, что газотранспортную или водопроводную систему нужно еще проверить на герметичность. Для этого выполняют пробный пуск жидкости под давлением.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.

Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
Welding Materials 2016-04-04T01:21:54+00:00 Как сваривать профильные трубы
Welding Materials
Различные металлокаркасы изготавливаются из профильных труб путем их сваривания. Использование металлических изделий обусловлено их неоспоримыми преимуществами, главными из которых являются надежность, долговечность, простота монтажа конструкций и возможность изготовления различных по виду и сложности каркасов. Для того чтобы разобраться, как правильно сваривать профильную трубу при изготовлении строительных каркасных конструкций, необходимо иметь определенные знания об устройстве трубы и вариантах сварки.
Виды профильных труб и варианты сварки
Данный вид металлопроката имеет несколько стандартных вариантов, отличающихся по размерам самой трубы, виду сечения и толщине стенок металла. В зависимости от этих показателей выбирается способ, как сварить профильную трубу встык, или под 90 градусов – дуговой, газовой, контактной или точечной сваркой. Важен и выбор сварочного электрода, диаметр которого должен быть незначительно больше толщины стенки трубы. Как правило, для сваривания профильных труб выбирается дуговая сварка, а если стенка металла очень тонкая, используется точечный вариант сварки.
Как сварить профильную трубу под 90 градусов
Получить при сварочных работах идеальный прямой угол – задача не из легких, и, как правило, под силу она только профессионалам, имеющим опыт подобной работы и тщательно соблюдающим технологию.
Существует несколько тонкостей сварки деталей под углом 90 градусов.

Для начала профильные трубы, которые необходимо сварить между собой, обрезаются.

Сварщику необходимо обустроенное место для проведения работ – ровная поверхность, чтобы выверенный прямой угол не исказился во фронтальной плоскости.

Для фиксации ровного прямого угла необходимо использовать дополнительные детали – 90-градусные уголки, или косынки.

Тщательно соблюдая определенную технологию, человек, знакомый со сваркой, сможет самостоятельно изготовить, например, дачную теплицу или металлические ворота.
Как правильно сварить профильную трубу встык
Сварить профильную трубу встык – задача немного более простая, здесь не нужно выравнивать и соблюдать градус угла. Однако не следует забывать, что сварочные работы необходимо проводить по определенным принципам, с учетом всех норм безопасности.

Сам процесс происходит в несколько этапов:
- Присоединить конструкции друг к другу, нанести точечные швы для фиксации.
- После этого, сверив с рабочими чертежами полученную конструкцию, ее необходимо выправить. Как правило, для этого используется кувалда.
- После того как все части конструкции заняли свое место, стыки свариваются.
При этом важно не допустить деформации конструкции, которая может произойти вследствие воздействия напряжения.
Все для сварки в одном месте
Каркасные металлоконструкции, из которых строят различные объекты современной инфраструктуры, – это торговые и офисные центры, помещения для производственных цехов и складов, административные и промышленные здания, объекты сельскохозяйственного назначения, вольеры для животных и т.д. Монтаж всех этих строений невозможен без использования качественного оборудования, расходных материалов и всех сопутствующих товаров. Найти все это вы сможете в каталоге нашего сайта.
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Особенность сварки заключается в расположении шва в пространстве. Необходимо иметь навык в сварке швов во всех пространственных положениях.
Корень шва (рис. 73)
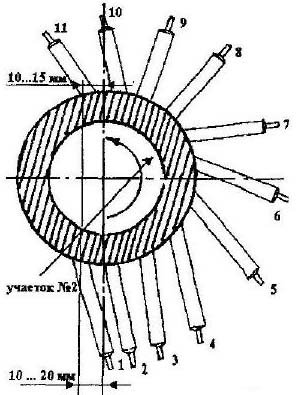
Валик - 1 выполняется электродом диаметром 3 мм узким валиком с потолочного положения. Сварочный ток - в диапазоне 80-95 А на все положения. Труба делится на 2 участка вертикальной осью. Каждый участок на три (I, II, III) положения. Положение I - потолочно-горизонтальное, положение II - ветикально-горизонтальное и положение 111 - нижнее. «Замки» выполняют так же, как описано в разделе 3.6. Дуга короткая. Наклон электрода при сварке потолочно-горизонтального положения выдерживать под 90° к обоим поверхностям трубы. Сварку начинать «углом назад». После прохода самой нижней части шва переходить на сварку «углом вперед». При сварке вертикально-горизонтального положения (II) сварочную ванну поддерживать так, как при сварке вертикальных швов, только с постоянным смещением по горизонтали 1-го участка влево, 2-го участка вправо. Сварку производить «углом вперед», как показано на рис. 68. Сварку положения III заканчивать, как нижнее положение, с наклоном электрода 90° к поверхности трубы.
Заполнение разделки (рис. 73)
Первый вариант . Второй валик (второй слой) выполняется в один проход электродом диаметром 3 мм на повышенном сварочном токе, проплавляя и соединяя нижнюю кромку-корневой валик - и верхнюю кромку. Скорость сварки меньше, чем при сварке корневого валика. Манипулирование электродом - поперечное, минимальное.
Второй вариант . Второй слой электродом диаметром 3 мм (рис. 73) выполнять следующим образом. Потолочная и нижняя зоны выполняются в несколько проходов в зависимости от ширины разделки. Вертикальная зона выполняется в один проход. Первый валик (2) потолочного положения выполняется на нижнюю часть разделки, которая является как бы полочкой шириной 1-1,5 диаметра электрода с покрытием, как наплавка а потолочном или горизонтальном положении до положения (вертикально-горизонтального), когда необходимо переходить на вертикальную сварку. Второй валик (3) начинать, отступив от начала первого валика на 5-10 мм, который является площадкой для второго. Техника сварки та же, что и первого валика. Выйдя на горизонтальный уровень (2-го) валика (нежелательно в этом месте делать остановку или замену электрода), начать сварку по всей ширине разделки, проплавив кратер первого валика. Техника сварки как вертикальных швов, только с каждым шагом манипулирование электродом, помимо подъема, производить, смещая электрод по горизонтали, стараясь сохранить ширину слоя, набранную в потолочном положении двумя валиками. Таким способом сварку производить до положения (нижнего), когда возникает трудность управлять жидкой ванной по всей ширине. В этом случае необходимо перейти на сварку в несколько проходов так же, как и в потолочном положении. Первый валик закончить за горизонтальной линией как можно дальше, но не допуская подтека и нависания на предыдущий шов другого участка. Последующий валик закончить чуть раньше на 5-10 мм, чем первый. Каждый предыдущий валик является площадкой для последующего, это способствует нормальному управлению сварочным процессом. В той же последовательности выполнить вторую половину стыкового соединения (2-го участка), предварительно (при необходимости) зачистив, подрубив начало и окончание каждого прохода. Последующие слои (рис. 74) выполняются так же, не забывая оставлять в каждом слое незаполненную разделку на ширину электрода с покрытием между предпоследним валиком и верхней кромкой разделки в потолочной и нижней зоне. При сварке больших толщин зона вертикально-горизонтальная при большой ширине разделки выполняется также в несколько проходов.
Существует несколько способов сварки трубопроводов (стальных). Но появление инверторов отодвинуло все способы, и теперь сварка труб в быту проводится именно этим аппаратом. Во-первых, это простота сварочного процесса, во-вторых, доступность и высокая безопасность. Тем более, технология сварки труб не очень сложная, главное правильно провести подготовку и выбрать необходимые расходные материалы.

Сварочный процесс начинается именно с подготовки. В первую очередь нужно , которыми трубы и будут свариваться. Здесь два критерия выбора: материал, из которого делается металлический стержень, и обмазка – материал, покрывающий стержень.
Для сварки металлических труб используются плавящиеся электроды и неплавищиеся. В первых стержень плавится, во вторых нет. Во втором случае используется дополнительный материал – присадка, которая и заполняет собой сварочный шов. Практика показывает, что сварка труб плавящимися электродами сегодня в бытовых условиях используется чаще. Просто потому что этот способ проще.
Теперь, что касается обмазки электродов. Здесь несколько позиций, где используются различные материалы для образования защитной поверхности.
- Кислотные.
- Рутилово-кислотные.
- Целлюлозные.
- Рутилово-целлюлозные.
- Основные.
У каждой позиции свои плюсы и минусы, поэтому при выборе необходимо учитывать условия сварки трубопроводов. Но есть среди них универсальный вариант – это электроды с основным покрытием. К данной категории относятся такие марки электродов, как УОНИ, ОЗС, ВИ, ЭА, НИАТ, ОЗШ и другие менее известные. Начинающим сварщикам рекомендуется проводить сварку труб электродами УОНИ.
Перед тем как сварить две трубы, необходимо понять, что существует несколько .
- , когда две трубы располагаются напротив друг друга.
- Внахлест, так обычно соединяются две трубы разного диаметра, или одинакового диаметра, только одна из труб развальцовывается, то есть, ее диаметр механическим способом увеличивается.
- Тавровое соединение, когда два трубопровода стыкуются в перпендикулярных плоскостях.
- Угловое соединение, когда стык производится под углом меньше 90°.
Кстати, вариант под номером один кажется очень простым. Но в нем таится сложность самого процесса. Во-первых, варить такой шов лучше в нижнем положении, это когда электрод в стык соединения подается сверху. Во-вторых, проварить металл надо во всю толщину стенки.
И еще несколько полезных советов.
- Для сварки трубопроводов встык и тавр лучше всего использовать электроды диаметром 2-3 мм.
- Режим сварки, то есть, величина устанавливаемого тока должна быть в пределах 80-100 ампер. При сварке внахлест силу тока нужно поднять до 120 А.
- Заполняемость сварочного шва должна быть такой, чтобы над плоскостью трубы металл поднимался на 2-3 мм.
- (квадратных) производится точечно. То есть, сначала сваривается небольшой участок на одной стороне, затем на противоположной, после на соседней и далее на противоположной соседней. После чего производится полная сварка стыков. Цель – чтобы труба не покоробилась в процессе ее нагрева.
Перед тем как варить трубы электросваркой, их необходимо подготовить. В основном это касается кромок. Вот последовательность, как это надо делать.
- Проверяются геометрические размеры на соответствие проводимому монтажу трубопроводов. Могут стыковаться трубы с разной толщиною стенки, что может привести к не провару толстой трубы или к прожогу тонкой.
- В разрезе трубопровод должен быть круглым, а не овальным или другой формы. Это просто обеспечит качество сваренного стыка и упростит сам процесс.
- Стенки труб должны быть без дефектов: трещин, заломов, расширений и так далее.
- Срез кромки должен быть прямым (90°).
- Кромки защищаются до металлического блеска (используется щетка, наждачка). Длина зачищаемого участка – не меньше 1 см от кромки.
- Удаляются масляные и жировые пятна, краска, обязательно торцы обезжириваются при помощи любого растворителя.
И хотя электроды УОНИ не являются капризными, то есть, с их помощью можно заварить даже ржавые детали, на качество шва влияют любые дефекты металла. Поэтому стоит уделить немного времени для подготовки кромок трубопровода.
Сварка стальных труб
Сварка труб круглого сечения производится беспрерывным швом. То есть, если процесс начался с одной точки, то он должен закончиться на ней же, не отрывая электрода от свариваемой поверхности. При сварке труб большого диаметра (свыше 110 мм) одним электродом заполнить шов невозможно. Поэтому необходимо применять многослойную сварку, где количество слоев определяется толщиною стенок труб. К примеру:
- Если толщина стенки 6 мм, то достаточно и двух слоев металла.
- 6-12 мм – сварка производится в три слоя.
- Больше 12 мм – больше четырех слоев.
Внимание! Многослойная сварка производится с одним требованием. Перед нанесением последующего слоя предыдущих должен остыть.
Сборка трубопровода
Перед тем как сваривать трубы, чтобы упростить поставленную задачу, необходимо собрать сварочный стык. То есть, устанавливаете трубы согласно конструкции сборки, зажимаете их, чтобы они не двигались и не смещались. После чего делается прихватка. Это когда делается точечная сварка в одном месте, если трубопровод собирается из изделий большого диаметра, то прихватку можно делать в нескольких местах.
В принципе, все готово, можно варить трубопровод. Казалось бы, на этом разговор о сварке можно было бы и завершить. Но для начинающих сварщиков он только начинается, потому что сварочный процесс, связанный со сборкой трубопроводов, это большое количество нюансов. Вот только некоторые из них, которые необходимо взять на вооружение.
- Варить трубы толщиною более 4 мм можно коренным швом, это когда металл заполняет пространство между кромками во всю глубину, и валковым, когда сверху шва образуется валик высотою 3 мм.
- При соединении труб диаметром 30-80 мм вертикальным швом технология чуть отличается от нижнего расположения шва. Сначала заполняется объем 75%, затем остальное пространство.
- При многослойной технологии сварки горизонтальный шов варится двумя слоями так, чтобы последующий наносился в противоположном направлении, чем предыдущий.
- Точка соединения слоя нижнего не должна совпадать с такой же точкой слоя верхнего. Замковая точка – это конец (начало) шва.
- Обычно при сварке труб последние надо все время поворачивать. Делают это вручную, поэтому необходимо знать, что оптимальный сектор поворота 60-110°. Просто в этом диапазоне шов располагается в удобном для сварщика месте. Его длина самая максимальная, и это позволяет контролировать беспрерывность шовного соединения.
- Самое сложно, как считают многие сварщики, это поворачивать трубопровод сразу на 180° и при этом соблюсти качество сварного шва. Поэтому при таком повороте рекомендуется технологию сварки изменять. То есть, сначала проваривается шов на глубину до 2/3 одним или двумя слоями. Затем трубопровод поворачивается на 180°, где шов заполняется полностью в несколько слоев. Далее опять идет поворот на 180°, где шов до конца заполняется металлом электрода. Кстати, такие стыки называются поворотными.
- Но есть и неповоротные стыки, это когда труба к трубе приваривается в неподвижной конструкции. Если трубопровод расположен горизонтально, то варить стык между его частями надо, разделив его на две части. Сварка начинается с нижней точки (потолочной) и перемещается к верхней. Точно также сваривается и вторая половина стыка.
И последний этап в технологии сварки труб – это . Его необходимо обстучать молотком, чтобы сбить шлак. Затем на наличие . Если трубопровод предназначен для жидкостей или газов, то после сборки в него запускают воду или газ, чтобы проверить на предмет протечек.
Процесс сварки на самом деле мероприятие ответственное. И только опыт сварщика может с первого раза гарантировать качество конечного результата. Но опыт – дело наживное. Предлагаем посмотреть видео – как правильно варить стальные трубы.
6357 0 4
Учебное пособие для начинающих Прометеев или как сваривать трубы электросваркой
25 Июль, 2016
Специализация: Капитальные строительные работы (закладка фундамента, возведение стен, конструирование крыши и т.п.). Внутренние строительные работы (прокладка внутренних коммуникаций, черновая и чистовая отделка).
Хобби: мобильная связь, высокие технологии, компьютерная техника, программирование.

В последнее время я увлекся проектированием и строительством различных конструкций (беседок, гаражей, навесов для машин) из профилированных и обычных труб. И, хотя чаще я использую болтовые разъемные соединения, время от времени приходится прибегать к использованию сварочного аппарата.
Поэтому у меня возникла идея рассказать вам о том, как правильно варить трубы электросваркой. И хотя для создания водопроводных инженерных сетей сейчас чаще всего используется пластик, этот навык, на мой взгляд, пригодится всем домашним мастерам, которые любят что-то делать своими руками. А уж тем более если вы хотите сконструировать систему отопления дома с твердотопливным котлом, где высокая температура теплоносителя не позволяет использовать полимеры.

В общем, не буду отвлекать ваше внимание пространными обсуждениями, перейду сразу к сути вопроса.
Выбор электродов
Перед тем как варить трубы отопления электросваркой или использовать сварочный аппарат для возведения каркасных строений, необходимо выбрать электроды. От них, на мой взгляд, во многом будет зависеть, понравится ли вам результат вашей работы или вы постараетесь как можно быстрее продать сварочный аппарат и не вспоминать о нем больше.

Электрод, если кто не знает, это тонкий стальной стерженек, на который нанесено специальное покрытие. Оно не только защищает металл от коррозии, как думают некоторые, но и принимает непосредственное участие в процессе создания сварочного шва, дополнительно обеспечивая устойчивую дугу.
Существует несколько критериев классификации электродов, но я выделю два наиболее, с моей точки зрения, важных: тип сердцевины и вид покрытия.

По первому параметру электроды можно разделить на два вида:
- С плавящейся сердцевиной . Для ее изготовления используется сварочная проволока. Толщина бывает разной и зависит от вида предстоящих работ.
- С неплавящейся сердцевиной . Материалом для изготовления таких изделий служит вольфрам, электротехнический уголь или графит.

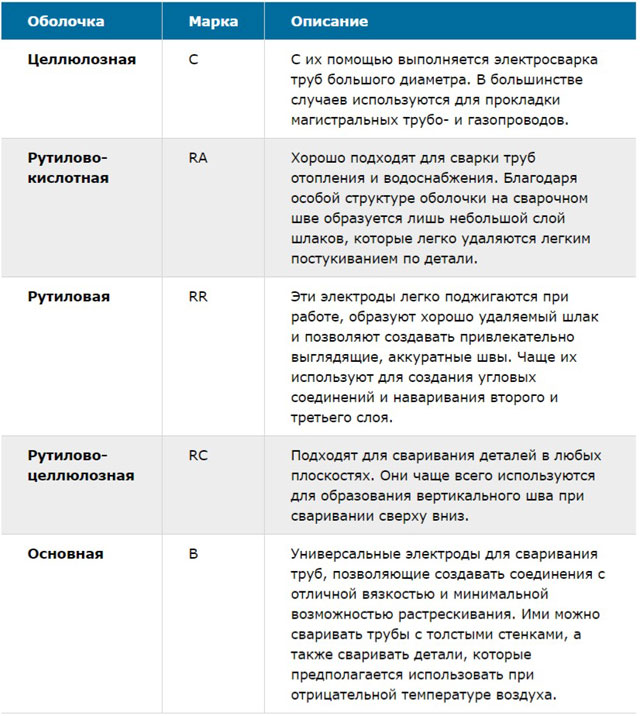
Теперь по поводу защитного покрытия. Здесь все намного сложнее и все встречавшиеся мне электроды я классифицировал на группы, которые занес в таблицу. Думаю, так пользоваться информацией вам будет удобнее.
| Оболочка | Марка | Описание |
| Целлюлозная | С | С их помощью выполняется электросварка труб большого диаметра. В большинстве случаев используются для прокладки магистральных трубо- и газопроводов. |
| Рутилово-кислотная | RA | Хорошо подходят для сварки труб отопления и водоснабжения. Благодаря особой структуре оболочки на сварочном шве образуется лишь небольшой слой шлаков, которые легко удаляются легким постукиванием по детали. |
| Рутиловая | RR | Эти электроды легко поджигаются при работе, образуют хорошо удаляемый шлак и позволяют создавать привлекательно выглядящие, аккуратные швы. Чаще их используют для создания угловых соединений и наваривания второго и третьего слоя. |
| Рутилово-целлюлозная | RC | Подходят для сваривания деталей в любых плоскостях. Они чаще всего используются для образования вертикального шва при сваривании сверху вниз. |
| Основная | B | Универсальные электроды для сваривания труб, позволяющие создавать соединения с отличной вязкостью и минимальной возможностью растрескивания. Ими можно сваривать трубы с толстыми стенками, а также сваривать детали, которые предполагается использовать при отрицательной температуре воздуха. |
Перед тем как варить трубу электросваркой, не поленитесь поспрашивать у знакомых-сварщиков или сантехников, электродами какой марки они предпочитают выполнять сваривание металлических труб. Мне здесь конкретный советь дать трудно, поскольку в каждом городе существуют свои производители электродов для сваривания.

Кроме того, узнайте, где именно они покупают электроды, чтобы избежать подделок и не приобрести некачественную продукцию. Потому что от качества именно этих расходных материалов во многом зависит качество и герметичность будущих швов.
Но сразу хочу предупредить. Мне еще никогда не встречались хорошие и, одновременно, дешевые электроды. Цена на качественны расходники будет достаточно высокой. Но оно того стоит.
Виды сварочных соединений
С помощью электросварочного аппарата можно соединять металлические трубы несколькими способами:
- встык – детали соединяются друг с другом, располагаясь напротив;
- в тавр – в этом случае изделия располагаются перпендикулярно друг другу, образуя букву Т;
- внахлест – срез одной трубы развальцовывается таким образом, чтобы образовался раструб, надеваемый на срез другой трубы;
- угловая сварка – соединение деталей под определенным углом друг к другу (чаще всего 90 и 45 градусов).
Сами швы тоже могут быть разными:
- горизонтальными – металлические трубы устанавливаются в вертикальном положении;
- вертикальными – для соединения таких труб используется горизонтальный шов;
- потолочными – в этом случае электрод будет находиться снизу детали, то есть над головой сварщика;
- нижними – наоборот, чем потолочный шов.
Сваривать стальные трубы необходимо встык, при этом проваривать соединение по всей толщине стенки трубы. Удобнее всего выполнять соединение с помощью нижнего поворотного шва.

Могу дать еще несколько советов, чтобы выполненные сварные соединения были достаточно прочными и герметичными:
- Чтобы во внутреннее пространство трубы попадало как можно меньше расплавившегося металла, располагайте электрод под углом не более 45 процентов к горизонтали.
- Для сваривания труб встык и в тавр лучше использовать электроды 2 и 3-мм толщины. Сила тока, необходимая для выполнения соединения, должна находиться в промежутке от 80 до 110 ампер.
- Если вы собираетесь варить внахлест, нужно взять такие же электроды, однако силу тока увеличить до 120 ампер.
- В любом случае сваривание должно выполняться до тех пор, пока высота шва не достигнет примерно 3 мм над плоскостью трубы.

Еще один момент, касающийся соединения профилированных (квадратных) труб. Их нужно сваривать точечно, выполняя нагрев не на одном участке, а по всему периметру. То есть, прихватить трубу с двух противоположных сторон квадрата, потом в других местах. И только после этого проваривать трубу по всему периметру.
Подготовка деталей
Перед началом работ по свариванию труб, необходимо подготовить кромки к выполнению соединения. Я всегда делаю это в такой последовательности:
- Проверяю трубы на соответствие тем параметрам, которые указаны в проекте инженерной системы (водопровода).
Инструкция требует соблюдения следующих параметров:
- геометрических размеров;
- сертификата соответствия (особенно для труб, по которым предполагается транспортировать питьевую воду);
- отсутствие дефектов в окружности (трубы должны быть идеально круглыми, а не овальными на срезе);
- отсутствие дефектов в толщине (стенки металлических труб должны быть одинаковыми по всей длине детали);
- соответствие химического состава металла тем требованиям, которые закреплены в ГОСТ России (это выясняется при лабораторном исследовании или из сопроводительных документов).

- Готовлю трубы к соединению. Для этого лично я рекомендую выполнить следующие:
- проверить, чтобы срез кромки трубы был выполнен строго под углом в 90 градусов;
- зачистить кромку до металлического блеска (ширина зачищенного участка должна составлять до 10 мм от среза);
- обезжирить торец, удалить все следы масла, краски, ржавчины и так далее.
Для правильного соединения необходимо, чтобы угол раскрытия кромок среза трубы составлял около 65 градусов, а величина притупления 2 мм. Если это не так, необходимо выполнить дополнительную механическую обработку торца.
Для этого используются специальные фаскосниматели, шлифовальные машинки и торцеватели. Специалисты, конструирующие трубопроводы большого диаметра, используют фрезерные машины или особые способы подготовки (плазменные или газовые резаки).

Сваривание труб
Справившись с подготовкой, можно переходить непосредственно к работе. Сразу предупрежу, что для выполнения качественного соединения необходимо иметь немалый навык, который нарабатывается только практикой. Поэтому рекомендую перед началом работы потренироваться с отрезками труб, чтобы не испортить всю инженерную систему.
Особенности процесса
Круглые трубы свариваются непрерывным швом. То есть, начав работу, желательно вести дугу по всей трубе до тех пор, пока стык полностью не приварится. Для поворотных и неповоротных используется многослойная сварка. Количество слоев шва зависит от толщины стенок трубы:
- при толщине до 6 мм, достаточно два слоя сварного шва;
- трубы толщиной от 6 до 12 мм свариваются тремя сварными швами;
- более толстые детали требуют наложения четырех сварочных швов.
Переходить к провариванию следующего шва можно только после того, как предыдущий полностью остынет. Кроме того, нужно предварительно очистить соединение от шлака.

Еще несколько моментов, о которых я не могу не упомянуть:
- Род тока (переменный или постоянный) и полярность зависит от толщины стенок изделий, марки материала и покрытия электрода. Более подробно можете узнать из справочного руководства к выбранным вами электродам.
- Сила тока для сварки определяется исходя из толщины электродов. Для расчета я умножаю диаметр на 30 или 40. В результате получается величина сварочного тока в амперах, которую нужно выставить регуляторами сварочного аппарата.
- Скорость сварки можно выбирать произвольно. Однако не передержите дугу на одном месте, иначе может прогореть кромка, придется соединять деталь заново.
Чтобы было проще варить, я лично всегда сначала выполняю так называемую сборку соединений, про которую хочу рассказать ниже.
Сборка стыков
- Сначала нужно закрепить трубы в каком-нибудь приспособлении встык и прихватить соединение электродом в двух-трех точках. Если в двух – расположите их на разных краях трубы (противоположных точках круга).
- Можно прихватить и в одном месте, но тогда обваривание шва нужно начинать со стороны, противоположной точке прихвата.
- Если вы работаете с трубами, толщина стенок которых не превышает 3 мм, прихватывать стык можно электродом диаметром не более 2,5 мм.

И несколько моментов по поводу выполнения основных швов:
- Трубы со стенками толщиной больше 4 мм провариваются двумя швами: корневым, захватывающим всю толщу металла, и валковым, образующим сверху защитный валик высотой около 3 мм.
- Вертикальные швы при соединении труб диаметром 30-80 мм выполняются в два этапа: сначала проваривается 3/4 шва, а потом все остальное.
- При приваривании нескольких слоев горизонтального шва движение электрода должно выполняться в противоположные стороны.
- Замковые точки (конец шва) каждого последующего слоя должны располагаться в разных местах относительно предыдущего.
Сваривание поворотных и неповоротных стыков
С общими правилами вроде разобрались, теперь хочу вам рассказать о том, как соединяются поворотные и неповоротные стыки.

- Сваривание поворотного стыка может выполняться в специальном устройстве – вращателе. В этом случае позаботьтесь о том, чтобы скорость работы этого прибора соответствовала скорости выполнения вами сварного шва.
- Сварочная ванна (точка непосредственного контакта дуги с металлом) должна быть не в самой верхней точке окружности трубы, а на 30 градусов ниже, если смотреть в противоположную от вращения сторону.
- Если вращателя у вас нет (как и у меня дома, впрочем) нужно поворачивать трубу руками, проваривая каждый раз сектор круга величиной в 60-110 градусов. Тогда шов всегда будет располагаться в самом удобном для работы положении.
Сложнее всего, с моей точки зрения, выполнять сваривание соединения при развороте труб на 180 градусов. В этом случае работу рекомендую разделить на три фазы:
- сначала приваривают две четверти диаметра труб на внешнем радиусе сгиба (выполняется только один, максимум два слоя шва);
- затем трубы разворачиваются и проваривается вторая часть окружности шва (выполняются сразу все слои шва);
- после этого трубы еще раз разворачиваются с внешней стороны накладываются остальные слои сварного соединения.
Теперь расскажу о неповоротных стыках. Здесь проваривание швов я выполняю в два этапа. Примерную схемку сейчас объясню:
- Условно разделяю трубу на две части. При этом получается, что я делаю одновременно горизонтальный, вертикальный и потолочный шов (потолочный – это на секторе трубы, расположенном в нижней части, там всего около 20 градусов окружности).
- Начинаю сварку с самой нижней точки и веду электрод к самой верхней точке окружности. Потом аналогично, но с обратной стороны.
- Сварку выполняю короткой дугой, длина которой равна половине диаметра сердцевины электрода.
- Верхний защитный валик (второй или третий слой шва) у меня получается высотой от 2 до 4 мм в зависимости от стенок трубы.
После окончания сварки нужно обязательно проверить качество получившегося соединения. Об этом я поведаю в следующем разделе.
Контроль качества
Итак, по поводу контроля. Чаще всего проверку качества своей собственной работы вам придется проводить путем визуального осмотра. Делаем все следующим образом:
- очищаем шов от наплывов шлака, обстучав соединение легким молоточком;
- осмотреть шов на предмет наличия в нем трещин, порезов, непроваренных участков, сквозных прожогов и так далее;
- для проверки размеров шва можно использовать как обычные измерительные инструменты, так и заранее изготовленные шаблоны, щупы.
Если вы варите водопроводную или газотранспортную систему, после сборки инженерной сети необходимо выполнить ее проверку на предмет герметичности. Для этого в трубы пускают воду либо газ под давлением.

Техника безопасности при проведении работ
Обязательно хочу ознакомить вас и с техникой безопасности. Если не соблюдать требования, о которых я расскажу в этом разделе, можно получить удар электрическим током, ожог кожных покровов каплями расплавленного металла, ожог сетчатки глаза дуговой вспышкой и так далее.
Всего этого не так сложно избежать. Вам необходимо:
- изолировать все части сварочного аппарата и токопроводящие жилы;
- заземлить корпус сварочного аппарата и вспомогательного оборудования до начала работ по свариванию;
- использовать только сухую спецодежду и строительные рукавицы;
- в помещениях небольшой площади дополнительно надевать галоши или использовать резиновые коврики в качестве изоляторов;
- использовать в работе защитный щиток для лица и глаз.

Вывод
Я попытался кратко описать вам процесс стыковки труб с помощью электросварочного аппарата. Конечно, качественно выполнить соединение можно только после приобретения определенного опыта. Однако сведений, изложенных в статье, достаточно, чтобы начать работу. А о своих успехах вы можете рассказать в комментариях к этому материалу.
Если же вам интересны другие аспекты выполнения работ по строительству и ремонту, можете посмотреть видео в этой статье.
25 июля 2016г.Если вы хотите выразить благодарность, добавить уточнение или возражение, что-то спросить у автора - добавьте комментарий или скажите спасибо!



