Напряжение дуги. Электрическая дуга в процессе сварки
Качество сварного соединения – это результат удачного сочетания правильного выбора электрода, соблюдения условий, мастерства и умений сварщика, а также выбор правильного режима сварки на сварочном аппарате. К слову, на последнем компоненте этой цепочки, в этой статье, мы остановимся более подробно.
Дело в том, что от выбора режима сварки на сварочном аппарате зависит, чуть ли не 50% всего результата, поэтому каждому сварщику нужно знать, как правильно его выбирать, вне зависимости от того, раз в 5 лет вы решились поварить трубы на даче, или сталкиваетесь с этим ежедневно.
Дуговая сварка контролируется по ряду параметров, а если быть более конкретным, то по таким значениям, как: сварочный ток и напряжение дуги, скорость сварочного процесса, а также род и полярность тока, пространственное положение шва и тип электрода (в том числе, его диаметр). Поэтому, прежде чем приступить к сварке, обратите внимание на эти параметры, и в итоге, у вас получится качественный сварной шов.
Значение сварочного тока
Одним из главных параметров во время ручной дуговой сварки, является величина сварочного тока. Именно она определяет качества результирующего сварного шва, а также скорость и производительность всего сварочного процесса.
Как правило, все рекомендации касательно выбора величины сварочного тока, приводятся в инструкциях пользователя, что идут в комплекте с аппаратом. Но, если эта инструкция была утеряна или её не было изначально, значение сварочного тока можно определить, исходя из величины диаметра электрода.
Таким образом, диаметр электрода и величина сварочного тока взаимозависимы между собой. В свою очередь, диаметр также зависим от толщины изделия, которое будет свариваться. Поэтому, и значение сварочного тока будет зависимым от толщины изделия.
Необходимо помнить, что увеличение диаметра электрода приводит к уменьшению плотности сварочного тока. Это, в свою очередь, вызывает «блуждание» сварочной дуги, колебания и изменение длины дуги. В таком случае увеличивается ширина сварочного шва, а также уменьшается глубина провара, иными словами, качество сварки заметно ухудшается.
Также, сварной ток зависим от пространственного положения сварочного шва. Если во время сварки шок находится в потолочном или вертикальном положении, рекомендуют использовать электроды с диаметром не менее 4 мм, и при этом уменьшить сварочный ток на 10-20% от стандартных значений, принятых для горизонтального положения.
Величина напряжения дуги (в т.ч., длина сварочной дуги)
Как только вы определите силу сварочного тока, следует приступить к расчету длины сварочной дуги. В этом случае, длина между концом электрода и поверхность материала, который сваривается, и называется длиной сварочной дуги. Стабильность длины дуги во время сварки – очень важный показатель, который в конечном итоге серьезно влияет на качество шва.
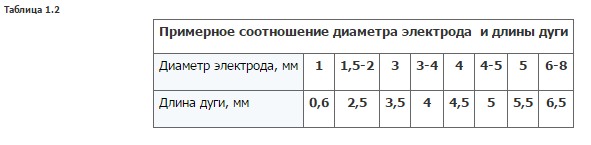
Лучше всего работать на короткой дуге, длина которой не более длины электрода. Однако, на практике достичь этих условий трудно, даже при огромном опыте. Поэтому, принятой считать длину дуги такой, которая находится посредине между наиболее минимальным значением короткой дуги, и максимально длинной дуги. Для наглядности, руководствуйтесь таблицей ниже.
Определяем скорость сварки
Скорость сварки зависима от толщины детали, которая сваривается, а также от толщины сварочного шва. Определить скорость следует таким образом, чтобы сварочная ванна заполнялась расплавленным металлом от электрода, и могла возвышаться над поверхностью кромки, с плавным переходом к свариваемой детали, с минимальными наплывами или подрезами. Идеальной скоростью будет такое значение, при котором ширина сварочного шва была больше диаметра электрода в 1,5-2 раза.
При слишком медленном передвижении электрода, вдоль стыка будет образовываться большое количество жидкого металла, который, в свою очередь, начнет растекаться перед сварочной дугой, таким образом, препятствуя её действию на кромки. В результате, получится непровар или некачественно сделанный шов.
Собственно, слишком быстрое перемещение также вызывает непровары, из-за недостаточного количества тепла в зоне сварки. Это также чревато деформациями швов после охлаждения, а также формирования трещин.
Чтобы быстро определить оптимальную скорость сварки, проще всего приблизительно ориентироваться на размер сварочной ванны. Как правило, она имеет от 8 до 15 мм в ширину, от 6 мм в глубину, и от 10 до 30 мм в длину. Очень важно, чтобы в процессе сварки, ванна заполнялась равномерно, что свидетельствует о том, что глубина проплавления не изменяется, а значит всё хорошо.

Из приведенного рисунка вы можете увидеть закономерность, при которой ширина шва заметно уменьшается, если увеличивать скорость сварки, но глубина в таком случае остается постоянной. Поэтому, наиболее качественные швы будут получаться при скорости от 30 до 40 м/ч.
Параметры рода и полярности тока
Большинство бытовых сварочных аппаратов дуговой сварки работают при постоянном токе. В таком случае, возможно, всего 2 варианта подключения электрода к свариваемой детали, это:
- ток прямой полярности, при котором деталь подключается к зажиму «+», а электрод к «-»;
- ток обратной полярности, при котором наоборот, деталь подключают к зажиму «-», а электрод к зажиму «+».
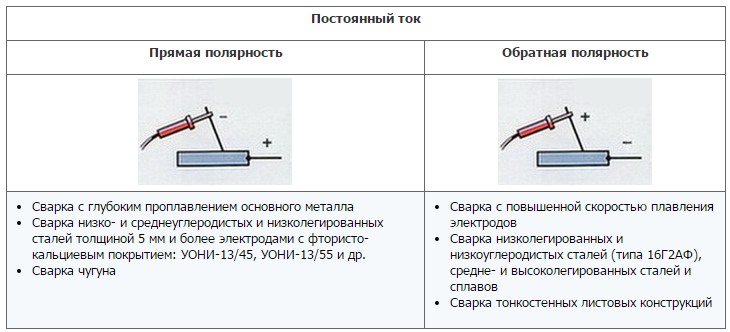
Обратите внимание, что на зажиме «+» всегда выделяется большее количество тепла, чем на зажиме «-». Соответственно, при сварке тонколистовых металлических деталей, пользуются обратной полярностью, подключая зажим «+» к электроду, а не к детали. Это не даст прожечь деталь, таким образом, не «запороть» сварку. Также, обратная полярность применяется при сваривании высоколегированных сталей, с целью предотвращения перегрева. Прямой полярностью, чаще всего пользуются для сварки массивных и толстых деталей.
Для тех, кто не знал, низколегированной сталью называется конструкционная сталь, в которой содержание легирующих элементов не превышает порог в 2,5%. Такие стали широко используются в строительстве, строительстве судов, в трубопрокате. Сварка низколегированных сталей производится как вручную, так и автоматически, независимо от полярности.
Поджигание сварочной дуги
Как правило, в бытовой и профессиональной сварке, наиболее распространенными способами поджигания дуги, остаются «чиканье» и «касание».

Также, рекомендуем обращать внимание на наклон и длину электрода. Как правило, электрод держится в вертикальном положении, наклоняясь в отношении к направлению проводки. Поэтому, придерживаясь этих правил, вы сможете установить и выбрать оптимальный режим сварки на сварочном аппарате.
Основные понятия
Электрическая сварочная дуга представляет собой устойчивый длительный электрический разряд в газовой среде между твердыми или жидкими электродами при высокой плотности тока, сопровождающийся выделением большого количества теплоты. Электрический разряд в газе есть электрический ток, проходящий через газовую среду благодаря наличию в ней свободных электронов, а также отрицательных и положительных ионов, способных перемещаться между электродами под действием приложенного электрического поля (разности потенциалов между электродами).
Электрон - это частица весьма малой массы, несущая элементарный (наименьший, неделимый) электрический заряд отрицательного знака. Масса электрона равна 9,1 10 -28 г ; элементарный электрический заряд равен 1,6 10 -19 Кл . Ионом называется атом или молекула вещества, имеющая один или несколько элементарных зарядов. Положительные ионы имеют избыточный положительный заряд; они образуются при потере нейтральным атомом или молекулой одного или нескольких электронов из своей наружной (валентной) оболочки (электроны, вращающиеся в валентной оболочке атома, связаны слабее, чем электроны внутренних оболочек, и поэтому легко отрываются от атома при столкновениях или под действием облучения). Отрицательные ионы имеют избыточный отрицательный заряд; они образуются, если атом или молекула присоединяет к своей валентной оболочке лишние электроны.
- Процесс, при котором из нейтральных атомов и молекул образуются положительные и отрицательные ионы, называется ионизацией. Ионизация, вызванная в некотором объеме газовой среды, называется объемной ионизацией. Объемная ионизация, полученная благодаря нагреванию газа до очень высоких температур, называется термической ионизацией.
При высоких температурах значительная часть молекул газа обладает достаточной энергией для того, чтобы при столкновениях могло произойти разбиение нейтральных молекул на ионы; кроме того, с повышением температуры увеличивается общее число столкновений между молекулами газа. При очень высоких температурах на процесс ионизации начинает влиять также и излучение газа и раскаленных электронов. При обычных температурах ионизацию можно вызвать, если уже имеющимся в газе электронам и ионам сообщить с помощью электрического поля большие скорости. Обладая большой энергией, эти частицы могут разбивать нейтральные атомы и молекулы на ионы. Кроме того, ионизацию можно вызвать световыми, ультрафиолетовыми, рентгеновскими лучами, а также излучением радиоактивных веществ.
В обычных условиях воздух, как и все газы, обладает весьма слабой электропроводностью. Это объясняется малой концентрацией свободных электронов и ионов. Поэтому, для того чтобы вызвать в воздухе или в газе мощный электрический ток, т. е. электрическую дугу, необходимо ионизировать воздушный промежуток (или другую газообразную среду) между электродами. Ионизацию можно произвести, если приложить к электрдам достаточно высокое напряжение; тогда имеющиеся в газе (в малом количестве) свободные электроны и ионы будут разгоняться электрическим полем и, получив большие энергии, смогут разбить нейтральные атомы и молекулы на ионы.
При сварке из соображений техники безопасности нельзя пользоваться высокими напряжениями. Поэтому используют явления термоэлектронной и автоэлектронной эмиссий. При этом имеющиеся в металле в большом количестве свободные электроны, обладая достаточной кинетической энергией, переходят в газовую среду межэлектродного пространства и способствуют ее ионизации.
При термоэлектронной эмиссии благодаря высокой температуре свободные электроны «испаряются» с поверхности металла. Чем выше температура, тем большее число свободных электронов приобретает энергию, достаточную для преодоления потенциального барьера в поверхностном слое и выхода из металла. При автоэлектронной (холодной) эмиссии создается внешнее электрическое поле, которое изменяет потенциональный барьер у поверхности металла и облегчает выход тех электронов, которые имеют достаточную энергию для преодоления этого барьера.
- Ионизация газовой среды характеризуется степенью ионизации, т. е. отношением числа заряженных частиц в данном объеме к первоначальному числу частиц (до начала ионизации).
Степень ионизации
При полной ионизации степень ионизации равна единице. На рисунке выше представлен график зависимости степени ионизации от температуры нагрева некоторых веществ. Из графика видно, что при температуре 6000…8000 К такие вещества, как калий, натрий, кальций, обладают достаточно высокой степенью ионизации. Пары этих элементов, находясь в дуговом промежутке, обеспечивают легкость возбуждения и устойчивое горение дуги. Это свойство щелочных металлов объясняется тем, что атомы этих металлов обладают малым потенциалом ионизации.
- Потенциалом ионизации называется отношение работы выхода электрона из атома вещества к заряду этого электрона:
V = W / е,
где V -потенциал ионизации, В; W - работа выхода электрона, Дж; е - заряд электрона, Кл.
Сложные атомы, содержащие в своем составе много электронов, имеют несколько потенциалов ионизации. Первый потенциал ионизации соответствует выходу электрона, находящегося в наружной оболочке атома и слабее других связанного с ним. Выход следующих электронов, расположенных ближе к ядру и сильнее связанных с ним, требует большей работы. Поэтому вторые и последующие потенциалы ионизации, соответствующие выходам второго и последующих электронов, будут больше. Первые потенциалы V I ионизации некоторых элементов:
| Элементы | K | Na | Ba | Li | Al | Ca | Cr | Mn | C | H | O | N |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| V I | 4,32 | 5,12 | 5,19 | 5,37 | 5,96 | 6,08 | 6,74 | 7,40 | 11,22 | 13,53 | 13,56 | 14,50 |
Как видно, наименьшим потенциалом ионизации обладают калий, натрий, барий, литий, алюминий, кальций и др. Поэтому для повышения устойчивости горения электрической дуги эти вещества вводят в зону дуги в виде электродных покрытий или флюсов.
Таким образом, электропроводность воздушного промежутка между электродами, а отсюда и устойчивое горение дуги обеспечивается эмиссией катода и объемной ионизацией газов в зоне дуги, благодаря которым в дуге перемещаются мощные потоки заряженных частиц.
Электрическая дуга постоянного тока возбуждается при соприкосновении торца электрода и кромок свариваемых деталей. Контакт в начальный момент возникает между микровыступами поверхностей электрода и свариваемой детали (рис. 1,а). Высокая плотность тока способствует мгновенному расплавлению этих выступов и образованию пленки жидкого металла (рис. 1, б), которая замыкает электрическую цепь на
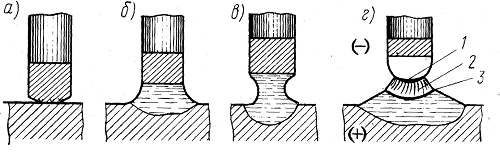
Рис.1
участке «электрод - свариваемая деталь». При последующем отводе электрода от поверхности детали на 2…4 мм (рис. 1, в) пленка жидкого металла растягивается, а сечение ее уменьшается, вследствие чего возрастает плотность тока и повышается температура металла. Эти явления приводят к разрыву пленки и испарению вскипевшего металла. При этом интенсивные термо- и автоэлектронная эмиссии обеспечивают ионизацию паров металла и газов межэлектродного промежутка. В образовавшейся ионизированной среде возникает электрическая сварочная дyгa (рис. 1, г ). Процесс возбуждения дуги кратковременен и осуществляется сварщиком в течение долей секунды.
В установившейся сварочной дуге (Рис. 7, г ) различают три зоны: катодную 1, анодную 3 и столба дуги 2 . Катодная зона глубиной около 10 -5 см , так называемое катодное пятно, расположена на торце катода (на рис. 1 электрод является катодом,а деталь-анодом). Отсюда вылетает поток свободных электронов, ионизирующих дуговой промежуток. Плотность тока на катодном пятне достигает 60…70 А/мм 2 . К катоду устремляются потоки положительных ионов, которые бомбардируют его и отдают свою энергию, нагревая его до температуры 2500…3000°С .
Анодная зона , называемая анодным пятном, расположена на торце анода. К анодному пятну устремляются и отдают свою энергию потоки электронов, накаляя его до температуры 2500…4000°С . Столб дуги , расположенный между катодной и анодной зонами, состоит из раскаленных и ионизированных частиц. Температура в этой зоне достигает 6000…7000° С в зависимости от плотности сварочного тока.
В начальный момент для возбуждения дуги необходимо несколько большее напряжение, чем при ее последующем горении. Это объясняется тем, что при возбуждении дуги воздушный зазор недостаточно нагрет, степень ионизации невысокая и необходимо напряжение, способное сообщить свободным электронам такую энергию, чтобы при их столкновении с атомами газового промежутка могла произойти ионизация. Увеличение концентрации свободных электронов в объеме дуги приводит к интенсивной ионизации дугового промежутка, а отсюда к повышению его электропроводности. Вследствие этого напряжение падает до значения, необходимого для устойчивого горения дуги.
- Зависимость напряжения дуги от тока и сварочной цепи называют статической вольт-амперной характеристикой дуги.
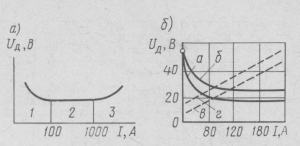
Рис.2
Вольт-амперная характеристика дуги (рис. 2, а ) имеет три области: падающую 1 , жесткую 2 и возрастающую 3. В области 1 (до 100 А ) с увеличением тока напряжение значительно уменьшается. Это происходит в связи с тем, что при повышении тока увеличивается поперечное сечение, а следовательно, и проводимость столба дуги. В области 2 (100…1000 А ) при увеличении тока напряжение сохраняется постоянным, так как сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Область характеризуется постоянством плотности тока. В области 3 напряжение возрастает вследствие того, что увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна ввиду ограниченности сечения электрода. Дуга области 1 горит неустойчиво и поэтому имеет ограниченное применение. Дуга области 2 горит устойчиво и обеспечивает нормальный процесс сварки.
Вольт-амперная характеристика дуги при ручной дуговой сварке низкоуглеродистой стали (рис. 2, б) представлена в виде кривых а (длина дуги 2 мм ) и б (длина дуги 4 мм ). Кривые в (длина дуги 2 мм ) и г (длина дуги 4 мм ) относятся к автоматической сварке под флюсом при высоких плотностях тока.
Напряжение, необходимое для возбуждения дуги, зависит: от рода тока (постоянный или переменный), длины дугового промежутка, материала электрода и свариваемых кромок, покрытия электродов и ряда других факторов. Значения напряжений, обеспечивающих возникновение дуги в дуговых промежутках, равных 2…4 мм , находятся в пределах 40…70 В . Напряжение (В ) для установившейся сварочной дуги может быть определено по формуле
U д = a + b l д
где а - коэффициент, по своей физической сущности представляющий сумму падений напряжений в катодной и анодной зонах, В ; b - коэффициент, выражающий среднее падение напряжения на единицу длины дуги, В/мм ; l д - длина дуги, мм .
- Длиной дуги называется расстояние между торцом электрода и поверхностью сварочной ванны. «Короткой» называют дугу длиной 2…4 мм. Длина «нормальной» дуги - 4…6 мм. Дугу длиной более 6 мм называют «длинной».
Оптимальный режим сварки обеспечивается при короткой дуге. При длинной дуге процесс протекает неравномерно, дуга горит неустойчиво, металл, проходя через дуговой промежуток, больше окисляется и азотируется, увеличиваются угар и разбрызгивание металла.
Электрическая сварочная дуга может отклоняться от своего нормального положения при действии магнитных полей, неравномерно и несимметрично расположенных вокруг дуги и в свариваемой детали. Эти поля действуют на движущиеся заряженные частицы и тем самым оказывают воздействие на всю дугу. Такое явление называется магнитным дутьем . Воздействие магнитных полей на дугу прямо пропорционально квадрату силы тока и становится заметным при сварочных токах более 300 А.
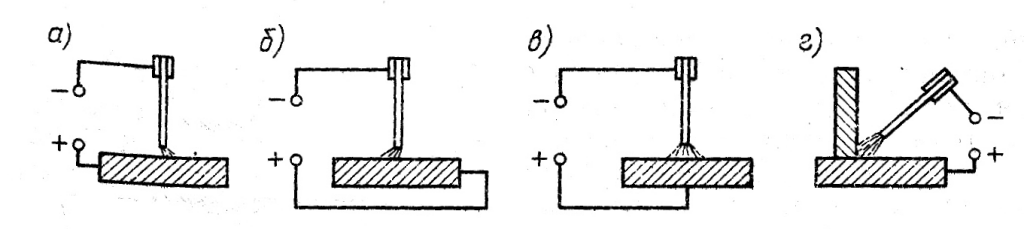
Рис.3
На отклонение дуги влияют места подвода тока к свариваемой детали (рис. 3, а, б, в ) и наклон электрода (рис. 3, г ). Наличие вблизи сварочной дуги значительных ферромагнитных масс также нарушает симметричность магнитного поля дуги и вызывает отклонение дуги в сторону эти масс.
Магнитное дутье в некоторых случаях затрудняет процесс сварки, и поэтому принимаются меры по снижению его действия на дугу. К таким мерам относятся: сварка короткой дугой, подвод сварочного тока в точке, максимально близкой к дуге, наклон электрода в сторону действия магнитного дутья, размещение у места сварки ферромагнитных масс.
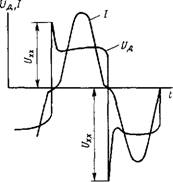
При использовании переменного тока анодное и катодное пятна меняются местами с частотой, равной частоте тока. С течением времени напряжение U д и ток I периодически изменяются от нулевого значения до наибольшего, как показано на рис. 4 (U x x - напряжение зажигания дуги).
Рис.4
При переходе значения тока через нуль и перемене полярности в начале и в конце каждого полупериода дуга гаснет, температура активных пятен и дугового промежутка снижается. Вследствие этого происходит деионизация газов и уменьшение электропроводности столба дуги. Интенсивнее падает температура активного пятна, расположенного на поверхности сварочной ванны в связи с отводом теплоты в массу основного металла. Повторное зажигание дуги в начале малого полупериода возможно только при повышенном напряжении, называемом пиком зажигания. При этом установлено, что пик зажигания несколько выше, когда катодное пятно находится на основном металле. Для снижения пика зажигания, облегчения повторного зажигания дуги и повышения устойчивости ее горения применяют меры, снижающие эффективный потенциал ионизации газов в дуге. При этом электропроводность дуги после ее угасания сохраняется дольше, пик зажигания снижается, дуга легче возбуждается и горит устойчивее.
К этим мерам относится применение различных стабилизирующих элементов (калий, натрий, кальций и др.), вводимых в зону дуги в виде электродных покрытий или в виде флюсов.
Важное значение имеет сдвиг фаз между напряжением и током: необходимo, чтобы при переходе тока через нулевое значение напряжение было достаточным для возбуждения дуги.
Тепловые свойства сварочной дуги
Рис.5
Энергия мощных потоков заряженных частиц, бомбардирующих катод и анод, превращается в тепловую энергию электрической дуги. Суммарное количество теплоты Q (Дж ) , выделяемое дугой на катоде Q K , аноде Q a и а столбе дуги Q 0 , определяется по формуле:
Q = I U д t ,
где I - сварочный ток, A ; U д - напряжение дуги, В ; t - время горения дуги, с .
При питании дуги постоянным током (рис. 11) наибольшее количество теплоты выделяется в зоне анода. Это объясняется тем, что анод подвергается более мощной бомбардировке заряженными частицами, чем катод, а при столкновении частиц в столбе дуги выделяется меньшая доля общего количества теплоты.
При сварке угольным электродом температура в катодной зоне достигает 3200° С , в анодной - 3900°С , а в столбе дуги среднее значение температуры составляет 6000° С . При сварке металлическим электродом температура катодной зоны составляет около 2400° С , а анодной зоны - 2600° С .
Разная температура катодной и анодной зон и разное количество теплоты, выделяющейся в этих зонах, используются при решении технологических задач. При сварке деталей, требующих большого подвода теплоты для прогрева кромок, применяют прямую полярность, при которой анод (плюсовая клемма источника тока) подсоединяют к детали, а катод (минусовая клемма источника тока) - к электроду. При сварке тонкостенных изделий,тонколистовых конструкций, а также сталей, не допускающих перегрева (нержавеющие, жаропрочные, высокоуглеродистые и др.), применяют сварку постоянным током обратной полярности. В этом случае катод подсоединяют к свариваемой детали, а анод - к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного материала за счет более высокой температуры анодной зоны и большего подвода теплоты. Полярность клемм источника постоянного тока определяют с помощью раствора поваренной соли (половина чайной ложки соли на стакан воды). Если в такой раствор опустить провода от клемм источника тока, то у отрицательного провода будет происходить бурное выделение пузырьков водорода.
При питании дуги переменным током различие температур катодной и анодной зон и распределение теплоты сглаживаются вследствие периодической смены катодного и анодного пятна с частотой, равной частоте тока.
Практика показывает, что в среднем при ручной сварке только 60…70% теплоты дуги используется на нагревание и плавление металла. Остальная часть теплоты рассеивается в окружающую среду через излучение и конвекцию.
Количество теплоты, используемое на нагрев и плавку свариваемого металла в единицу времени, называется эффективной тепловой мощностью дуги Q э (Дж ). Она равна полной тепловой мощности дуги, умноженной на эффективный коэффициент полезного действия η нагрева металла дугой:
Q э = I U д η .
Величина η зависит от способа сварки, материала электрода, состава электродного покрытия и других факторов. При ручной дуговой сварке электродом с тонким покрытием или угольным электродом η составляет 0,5…0,6 , а при качественных электродах - 0,7…0,85 . При аргонодуговой сварке потери теплоты значительны (η = 0,5…0,6 ). Наиболее полно используется теплота при сварке под флюсом (η = 0,85…0,93 ).
Для характеристики теплового режима процесса сварки принято определять погонную энергию дуги , т. е. количество теплоты, вводимое в металл на единицу длины однопроходного шва, измеряемое в Дж/м . Погонная энергия Q п равна отношению эффективной тепловой мощности Q э к скорости сварки v :
Q п = Q э / v = I U д η/ v .
Потери теплоты при ручной дуговой сварке составляют примерно 25% , из которых 20% уходят в окружающую среду через излучение и конвекцию паров и газов, а 5% - на угар и разбрызгивание свариваемого металла. При автоматической сварке под флюсом потери составляют только 17% , из которых 16% расходуются на плавление флюса и 1 % на угар и разбрызгивание..
Металл плавящегося электрода переходит (в виде капель различного размера) в сварочную ванну. Схематично перенос металла электрода можно представить в следующем виде. В начальный момент металл на конце электрода подплавляется и образуется слой расплавленного металла (рис. 6, а ). Затем под действием сил поверхностного натяжения и силы тяжести этот слой металла принимает форму капли (рис. 6, б ) с образованием у основания тонкой шейки, которая с течением времени уменьшается. Это приводит к значительному увеличению плотности тока в шейке капли. Удлинение шейки продолжается до момента касания капли поверхности сварочной ванны (рис. 6, в ). В этот момент происходит короткое замыкание сварочной цепи. Резкое возрастание тока приводит к разрыву шейки и в следующее мгновение вновь возникает дуга (рис. 6, г ), но уже между торцом электрода и каплей. Под давлением паров и газов зоны дуги капля с ускорением внедряется в жидкий металл сварочной ванны. При этом часть металла разбрызгивается. Затем процесс каплеобразования повторяется.
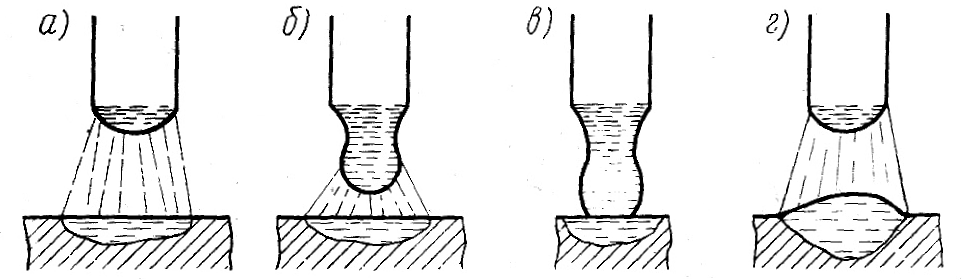
Рис. 6
Установлено, что время горения дуги короткого замыкания составляет примерно 0,02…0,05 с . Частота и продолжительность короткого замыкания в значительной степени зависит от длины сварочной дуги. Чем меньшедлина дуги, тем больше коротких замыканий и тем они продолжительнее.
Форма и размеры капель металла определяется силой тяжести и силами поверхностного натяжения. При сварке в нижнем положении сила тяжести способствует отрыву капли, а при потолочной сварке препятствует переносу металла электрода в шов. На размеры капель большое влияние оказывают состав и толщина электродного покрытия, а также сварочный ток. Электродное покрытие, как правило, снижает поверхностное натяжение металла почти на 25…30% . Кроме того, газообразующие компоненты покрытия выделяют большое количество газов и создают в зоне дуги повышенное давление, которое способствует размельчению капель жидкого металла. При повышении сварочного тока размер капель уменьшается. Перенос электродного металла крупными каплями имеет место при сварке на малых токахэлектродами с тонким покрытием. При больших плотностях сварочного тока и при использовании электродов с толстым покрытием перенос металла осуществляется в виде потока маленьких капель (струйный перенос металла ).
Рис. 7
На скорость переноса капель металла в дуге действует газовое дутье, представляющее собой поток газов, направленный вдоль дуги в сторону сварочной ванны. При сварке электродом с толстым покрытием стержень 1 электрода (рис. 7) плавится быстрее и торец его оказывается несколько прикрытым «чехольчиком» 3 покрытия 2 . Интенсивное газообразование в небольшом объеме «чехольчика» приводит к явлению газового дутья, ускоряющего переход капель металла в сварочную ванну.
Основным фактором, влияющим на скорость переноса металла в дуге, является электромагнитное поле. Магнитное поле оказывает сжимающее действие и ускоряет образование и сужение шейки капли, а следовательно, и отрыв ее от торца электрода. Электрическое поле, напряженность которого направлена вдоль дуги в сторону сварочной ванны, также ускоряет процесс отрыва капель. При потолочной сварке перенос капель электродного металла в сварной шов обеспечивается в основном действием магнитного и электрического полей, а также явлением газового дутья в дуге.
Капли металла, проходящие черёз дугу, имеют шлаковую оболочку, которая образуется от плавления веществ, входящих в покрытие электрода. Эта оболочка защищает металл капли от окисления и азотирования, обеспечивая хорошее качество металла шва.
Доля электродного металла в составе металла шва различна и зависит от способа и режима сварки, а также от вида сварного шва. При ручной сварке доля электродного металла колеблется в широких пределах (30…80%) , а при автоматической сварке она составляет 30…40% .
Производительность сварки в значительной степени зависит от скорости расплавления электродного металла, которая оценивается коэффициентом расплавления α ρ .
- Коэффициент расплавления численно равен массе электродного металла в граммах, расплавленной в течение одного часа, отнесенной к одному амперу сварочного тока.
Коэффициент расплавления зависит от ряда факторов. При обратной полярности коэффициент расплавления больше, чем при прямой полярности, так как температура анода выше, чем катода. Состав покрытия электрода и его толщина также влияют на коэффициент расплавления. Это объясняется, вопервых, значением эффективного потенциала ионизации газов, а во-вторых, изменением теплового баланса дугового промежутка. Коэффициент расплавления при ручной дуговой сварке составляет 6,5… 14,5 г/(А ч) . Меньшие значения имеют электроды с тонким покрытием, а большие - электроды с толстым покрытием.
- Для оценки скорости сварки пользуются коэффициентом наплавки α н . Этот коэффициент оценивает массу электродного металла, введенного в сварной шов.
Коэффициент наплавки меньше коэффициента расплавления на величину потерь электродного металла из-за угара и разбрызгивания. Эти потери при ручной сварке достигают 25…30% , а при автоматической сварке под флюсом составляют только 2…5% от количества расплавленного электродного металла. Знание этих коэффициентов позволяет произвести расчет потребного количества электродного металла для сварки шва установленного сечения и определить скорость сварки шва.
Количество металла (кг ), необходимое для получения сварного шва, g н = LF ρ , где L - длина свариваемого шва, м ; F - площадь поперечного сечения шва, м 2 ; ρ - плотность электродного металла, кг / м 3 .
Выражая это же количество металла (кг ) через коэффициент наплавки, получим g н = 10 -3 а н It , где а н - коэффициент наплавки, г/(А ч) ; I - сварочный ток, A ; t - время горения дуги, ч . Отсюда: время горения дуги (ч ) t = 10 -3 g н /(α н I) ; скорость сварки (м/ч ) v = L / t .
Зная g н , можно определить необходимое количество электродного металла: g э =g н (1+Ψ) , где Ψ - коэффициент потерь металла на угар и разбрызгивание.
Кроме того, потребное количество электродного металла (кг ) можно определить, зная коэффициент расплавления α ρ :g э =10 -3 α ρ It .
Задавшись диаметром и длиной электрода, по g э вычисляют потребное количество электродов. Диаметр стержня электрода должен соответствовать значению сварочного тока, длина стандартизована.
При дуговом процессе напряжение дуги мало влияет на глубину провара Ширина шва связана с напряжением прямой зависимостью. С увеличением напряжения дуги в практически применяемых пределах ширина шва увеличивается. Для иллюстрации этого положения на рис. 5-52, а, б, в приведены зависимости между шириной шва и напряжением дуги при сварке под флюсом Из всех элементов режима напряжение дуги оказывает наибольшее влияние на ширину шва и является элементом режима, за счет которого при механизированных способах сварки изменяют ширину шва в желаемом направлении.
При сварке вручную покрытыми электродами напряжение дуги изменяется в узких пределах (18-22 В) и поэтому не является элементом режима, за счет которого можно изменять ширину шва в нужном направлении. При ручной сварке ширина шва изменяется путем поперечного перемещения (колебания) конца электрода.
Скорость сварки. Влияние скорости сварки на глубину погружения дуги носит сложный характер. При малых скоростях (порядка 10-12 м/ч при сварке под флюсом и 1,0-1,5 м/ч при ручной дуговой сварке) глубина провара минимальна. Это обусловлено уменьшением интенсивности вытеснения сварочной ванны из-под основания дуги при характерном для этих случаев вертикальном ее расположении. У основания дуги образуется слой жидкого металла, который препятствует проплавлению основного металла.
Повышение скорости сварки до некоторого значения, зависящего от конкретных условий, приводит к увеличению глубины провара Так, при сварке под флюсом увеличение скорости сварки от 10 до 25 м/ч приводит к увеличению глубины провара. Дальнейшее увеличение скорости сварки вызывает снижение глубины провара за счет уменьшения погонной энергии (рис. 5-53).
Ширина шва связана со скоростью сварки обратной зависимостью Увеличение скорости сварки приводит к уменьшению ширины шва, что обусловлено уменьшением подвижности дуги
при повышении скорости ее передвижения Указанная закономерность сохраняется при всех значениях скорости сварки (рис 5-53) Изменение скорости сварки является весьма эффективным средством изменения ширины шва при всех способах дуговой сварки.
Поперечное перемещение конца электрода позволяет значительно изменять ширину шва и глубину провара Этот метод широко применяется при ручной сварке При увеличении амплитуды перемещения конца электрода снижается глубина провара и значительно увеличивается ширина шва, что связано с уменьшением концентрации источника нагрева При механизированных способах сварки поперечное перемещение электрода также приводит к изменению ширины шва и глубины проплавления. Аналогичные изменения формы шва наблюдаются при сварке сдвоенным электродом и электродной лентой
При увеличении вылета электрода возрастает интенсивность его плавления, в результате чего снижается сила тока, а следовательно, и глубина провара. При сварке электродной проволокой диаметром 3 мм и выше изменение величины вылета в пределах ± (6-8) мм, часто наблюдаемое на практике, не оказывает заметного влияния на формирование шва При сварке проволокой диаметром 0,8-2 мм такие колебания вылета электрода могут привести к некоторому изменению конфигурации шва.
Электрическая сварочная дуга представляет собой устойчивый длительный электрический разряд в газовой среде между твердыми или жидкими электродами при высокой плотности тока, сопровождающийся выделением большого количества теплоты. Электрический разряд в газе есть электрический ток, проходящий через газовую среду благодаря наличию в ней свободных электронов, а также отрицательных и положительных ионов, способных перемещаться между электродами под действием приложен
ного электрического поля (разности потенциалов между электродами).
Электрон - это частица весьма малой массы, несущая элементарный (наименьший, неделимый) электрический заряд отрицательного знака. Масса электрона равна 9,1 Ю~28г; элементарный электрический заряд равен 1,6 Ю-19 Кл. Ионом называется атом или молекула вещества, имеющая один или несколько элементарных зарядов. Положительные ионы имеют избыточный положительный заряд; они образуются при потере нейтральным атомом или молекулой одного или нескольких электронов из своей наружной (валентной) оболочки (электроны, вращающиеся в валентной оболочке атома, связаны слабее, чем электроны внутренних оболочек, и поэтому легко отрываются от атома при столкновениях или под действием облучения). Отрицательные ионы имеют избыточный отрицательный заряд; они образуются, если атом или молекула присоединяет к своей валентной оболочке лишние электроны.
Процесс, при котором из нейтральных атомов и молекул образуются положительные и отрицательные ионы, называется ионизацией. Ионизация, вызванная в некотором объеме газовой среды, называется объемной ионизацией. Объемная ионизация, полученная благодаря нагреванию газа до очень высоких температур, называется термической ионизацией.
При высоких температурах значительная часть молекул газа обладает достаточной энергией для того, чтобы при столкновениях могло произойти разбиение нейтральных молекул на ионы; кроме того, с повышением температуры увеличивается общее число столкновений между молекулами газа. При очень высоких температурах на процесс ионизации начинает влиять также и излучение газа и раскаленных электронов. При обычных температурах ионизацию можно вызвать, если уже имеющимся в газе электронам и ионам сообщить с помощью электрического поля большие скорости. Обладая большой энергией, эти частицы могут разбивать нейтральные атомы и молекулы на ионы. Кроме того, ионизацию можно вызвать световыми, ультрафиолетовыми, рентгеновскими лучами, а также излучением радиоактивных веществ.
В обычных условиях воздух, как и все газы, обладает весьма слабой электропроводностью. Это объясняет1 ся малой концентрацией свободных электронов и ионов. Поэтому, для того чтобы вызвать в воздухе или в газе мощный электрический ток, т. е. электрическую дугу, необходимо ионизировать воздушный промежуток (или другую газообразную среду) между электродами. Ионизацию можно произвести, если приложить к электродам достаточно высокое напряжение; тогда имеющиеся в газе (в малом количестве) свободные электроны и ионы будут разгоняться электрическим полем и, получив большие энергии, смогут разбить нейтральные атомы и молекулы на ионы.
При сварке из соображений техники безопасности нельзя пользоваться высокими напряжениями. Поэтому используют явления термоэлектронной и автоэлектронной эмиссий. При этом имеющиеся в металле в большом количестве свободные электроны, обладая достаточной кинетической энергией, переходят в газовую среду межэлектродного пространства и способствуют ее ионизации.
При термоэлектронной эмиссии благодаря высокой температуре свободные электроны «испаряются» с поверхности металла. Чем выше температура, тем большее число свободных электронов приобретает энергию, достаточную для преодоления потенциального барьера в поверхностном слое и выхода из металла. При автоэлектронной (холодной) эмиссии создается внешнее электрическое поле, которое изменяет потенциональный барьер у поверхности металла и облегчает выход тех электронов, которые имеют достаточную энергию для преодоления этого барьера.
Ионизация газовой среды характеризуется степенью ионизации, т. е. отношением числа заряженных частиц в данном объеме к первоначальному числу частиц (до начала ионизации).
При полной ионизации степень ионизации равна единице. На рис. 6 представлен график зависимости степени ионизации от температуры нагрева некоторых веществ. Из графика видно, что при температуре 6000...8000 К такие вещества, как калий, натрий, кальций, обладают достаточно высокой степенью ионизации. Пары этих элементов, находясь в дуговом промежутке, обеспечивают легкость возбуждения и устойчивое горение дуги. Это свойство щелочных металлов объясняется тем, что атомы
Этих металлов обладают малым потенциалом ионизации.
V = W / е,
Где V - потенциал ионизации, В; W-работа, выхода электрона, Дж; е - заряд электрона, Кл.
Сложные атомы, содержащие в своем составе много электронов, имеют несколько потенциалов ионизации. Первый потенциал ионизации соответствует выходу электрона, находящегося в наружной оболочке атома и слабее других связанного с ним. Выход следующих электронов, расположенных ближе к ядру и сильнее связанных с ним, требует большей работы. Поэтому вторые и последующие потенциалы ионизации, соответствующие выходам второго и последующих электронов, будут больше. Первые потенциалы V, ионизации некоторых элементов:
Электрическая дуга постоянного тока возбуждается при сопрйкоснове - нии торца электрода и кромок свариваемых деталей. Контакт в начальный момент возникает между микровыступами поверхностей электрода и свариваемой детали (рис. 7, а).
Высокая плотность тока способствует мгновенному расплавлению этих выступов и образованию пленки жидкого металла (рис. 7, б), которая замыкает электрическую цепь на
участке «электрод - свариваемая деталь». При последующем отводе электрода от поверхности детали на 2...4 мм (рис. 7, в) пленка жидкого металла растягивается, а сечение ее уменьшается, вследствие чего возрастает плотность тока и повышается температура металла. Эти явления приводят к разрыву пленки и испарению вскипевшего металла. При этом интенсивные термо - и автоэлектронная эмиссии обеспечивают ионизацию паров металла и газов межэлектродного промежутка. В образовавшейся ионизированной среде возникает электрическая сварочная дуга (рис. 7, г).
Процесс возбуждения дуги кратковременен и осуществляется сварщиком в течение долей секунды.
В установившейся сварочной дуге (рис. 7, г) различают три зоны: катодную /, анодную 3 и столба дуги 2. Катодная зона глубиной около Ю-5 см, так называемое катодное пятно, расположена на торце катода (на рис. 7 электрод является катодом, а деталь-анодом). Отсюда вылетает поток свободных электронов, ионизирующих дуговой промежуток. Плотность тока на катодном пятне достигает 60...70 А/мм2. К катоду устремляются потоки положительных ионов, которые бомбардируют его и отдают свою энергию, нагревая его до температуры 2500...3000° С.
Анодная зона, называемая анодным пятном, расположена на "торце анода. К анодному пятну устремляются и отдают свою энергию потоки электронов, накаляя его до температуры 2500...4000°С. Столб дуги, расположенный между катодной и анодной зонами, состоит из раскаленных и ионизированных частиц. Температура в этой зоне достигает 6000...7000° С в зависимости от плотности сварочного тока.
В начальный момент для возбуждения дуги необходимо несколько большее напряжение, чем при ее последующем горении. Это объясняется тем, что при возбуждении дуги воздушный зазор недостаточно нагрет, степень ионизации невысокая и необходимо напряжение, способное сообщить свободным А)
80 120 1801,А
Электронам такую энергию, чтобы при их столкновении с атомами газового промежутка могла произойти ионизация. Увеличение концентрации свободных электронов в объеме дуги приводит к интенсивной ионизации дугового промежутка, а отсюда к повышению его электропроводности. Вследствие этого напряжение падает до значения, необходимого для устойчивого горения дуги.
Зависимость напряжения дуги от тока и сварочной цепи называют статической вольт-амперной характеристикой дуги.
Вольт-амперная характеристика дуги (рис. 8, а) имеет три области: падающую /, жесткую 2 и возрастающую 3. В области 1 (до 100 А) с увеличением тока напряжение значительно уменьшается. Это происходит в связи с тем, что при повышении тока увеличивается поперечное сечение, а следовательно, и проводимость столба дуги. В области 2 (100... 1000 А) при увеличении тока напряжение сохраняется постоянным, так как сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Область характеризуется постоянством плотности тока. В области 3 напряжение возрастает вследствие того, что увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна ввиду ограниченности сечения электрода. Дуга области / горит неустойчиво и поэтому имеет ограниченное применение. Дуга области 2 горит устойчиво и обеспечивает нормальный процесс сварки.
Вольт-амперная характеристика дуги при ручной дуговой сварке низко-
Углеродистой стали (рис. 8, б) представлена в виде кривых а (длина дуги 2 мм) и б (длина дуги 4 мм). Кривые В (длина дуги 2 мм) и г (длина дуги 4 мм) относятся к автоматической сварке под флюсом при высоких плотностях тока.
Напряжение, необходимое для возбуждения дуги, зависит: от рода тока (постоянный или переменный), длины дугового промежутка, материала электрода и свариваемых кромок, покрытия электродов и ряда других факторов. Значения напряжений, обеспечивающих возникновение дуги в дуговых промежутках, равных 2...4 мм, находятся в пределах 40...70 В. Напряжение (В) для установившейся сварочной дуги может быть определено по формуле
Ua = а + bin
Где а - коэффициент, по своей физической сущности представляющий сумму падений напряжений в катодной и анодной зонах, В, Ь - коэффициент, выражающий среднее падение напряжения на единицу длины дуги, В/мм; /д - длина дуги, мм.
|
|
Длиной дуги называется расстояние между торцом электрода и поверхностью сварочной ванны. «Короткой» называют дугу длиной 2...4 мм. Длина «нормальной» дуги - 4...в мм. Дугу длиной более в мм называют «длинной».
Оптимальный режим сварки обеспечивается при короткой дуге. При. длинной дуге процесс протекает неравномерно, дуга горит неустойчиво, металл, проходя. через дуговой промежуток, больше окисляется и азотируется, увеличиваются угар и разбрызгивание металла.
Электрическая сварочная дуга может отклоняться от своего нормального положения при действии магнитных полей, неравномерно и несимметрично расположенных вокруг дуги и в свариваемой детали. Эти поля действуют на движущиеся заряженные частицы и тем самым оказывают воздействие на всю дугу. Такое явление называется магнитным дутьем. Воздействие магнитных полей на дугу прямо пропорционально квадрату силы тока и становится заметным при сварочных токах более 300 А.
На отклонение дуги влияют место подвода тока к свариваемой детали (рис. 9, а, б, в ) и наклон электрода (рис. 9, г). Наличие вблизи сварочной дуги значительных ферромагнитных масс также нарушает симметричность магнитного поля дуги и вызывает отклонение дуги в сторону этих масс.
Магнитное дутье в некоторых случаях затрудняет процесс сварки, и поэтому принимаются меры по снижению его действия на дугу. К таким мерам относятся: сварка короткой дугой, подвод сварочного тока в точке, максимально близкой к дуге, наклон электрода в сторону действия магнитного дутья, размещение у места сварки ферромагнитных масс.
При использовании переменного тока анодное и катодное пятна меняются местами с частотой, равной частоте тока. С течением времени напряжение Uд и ток / периодически изменяются от нулевого значения до наибольшего, как показано на рис. 10 (t/x-x - .напряжение зажигания дуги). При переходе значения тока через нуль и перемене полярности в начале и в конце каждого полупериода дуга гаснет, температура активных пятен и дугового промежутка снижается. Вследствие этого происходит деиони - зация газов и уменьшение электропроводности столба дуги. Интенсивнее падает температура активного пятна, расположенного на поверхности сварочной ванны в связи с отводом теплоты в массу основного металла. Повторное зажигание дуги в начале каждого полупериода возможно только при повышенном напряжении, называемом пиком зажигания. При этом установлено, что пик зажигания несколько выше, когда катодное пятно находится на основном металле. Для снижения пика зажигания, облегчения повторного зажигания дуги и повышения устойчивости ее горения применяют меры, снижающие эффективный потенциал ионизации газов в дуге. При этом электропроводность дуги после ее угасания сохраняется дольше, пик зажигания снижается, дуга легче возбуждается и горит устойчивее.
К этим мерам относится применение различных стабилизирующих элементов (калий, натрий, кальций и др.), вводимых в зону дуги в виде электродных покрытий или в виде флюсов.
Важное значение имеет сдвиг фаз между напряжением и током: необходимо, чтобы при переходе тока через нулевое значение напряжение было достаточным для возбуждения дуги.
Процесс возникновения дуги при сварке протекает следующим образом: при касании концом электрода свариваемого металла происходит короткое замыкание сварочной цепи. Проходя через отдельные выступы, ток, имеющий в точках соприкосновения электрода с металлом очень высокую плотность, мгновенно расплавляет их, вследствие чего между электродом и металлом образуется тонкая прослойка из жидкого металла. В следующий момент сварщик несколько отводит электрод, отчего в жидком металле образуется шейка, где плотность тока и температура металла возрастают. Затем благодаря испарению расплавленного металла шейка разрывается и в ионизированном промежутНапряжение дуги, т. е. напряжение между электродом и свариваемым металлом, зависит в основном от ее длины. Чем короче дуга, тем ниже напряжение, хотя ток в дуге может остаться неизменным. Это обусловлено тем, что при длинной дуге сопротивление газового промежутка будет больше. Как известно из электротехники, чем выше сопротивление, тем выше должно быть напряжение для того, чтобы обеспечить прохождение того же тока в цепи. Общее падение напряжения в дуге (Ua) складывается из падения напряжения в катодной зоне (£/к), в столбе дуги (UCT) и в анодной зоне (t/a), т. е.
На абсолютную величину напряжения дуги могут также влиять состав электрода и свариваемого металла, состав и давление окружающей дугу газовой среды (воздуха, аргона, гелия, углекислого газа) и другие факторы.
Дуга при сварке металлическим электродом горит устойчиво при напряжении 18-28 в, а при сварке угольным или графитовым- при напряжении 30-35 в. Для возбуждения дуги требуется более высокое напряжение, чем то, которое необходимо для поддержания ее нормального горения. Это объясняется тем, что в начальный момент воздушный промежуток еще недостаточно нагрет и необходимо придать электронам большую скорость для ионизации атомов газового промежутка, что можно достичь только при более высоком напряжении в момент зажигания дуги.
На рис. 22 показаны графики изменения напряжения и тока в дуге при ее зажигании и устойчивом горении. Кривая, показывающая зависимость между напряжением и током в дуге, называется статической (или вольт- амперной) характеристикой дуги и соответствует установившемуся (стационарному) горению дуги. Точка А отмечает момент зажигания дуги. Затем напряжение дуги быстро падает до нормальной величины, соответствующей устойчивому горению дуги. Дальнейшее увеличение тока повышает нагрев электрода и скорость его плавления, но не сказывается на устойчивости горения дуги.
Падающую статическую характеристику имеет дуга при относительно небольшой плотности тока, используемой при ручной дуговой сварке или при автоматической сварке под флюсом на средних режимах. При более высоких плотностях тока (сварка под флюсом на большом токе, сварка проволокой малого диаметра в среде защитного газа) статическая характеристика дуги будет возрастающей, как это условно изображено на рис. 22 пунктирными линиями 3 и 4.
Устойчивой называется дуга, горящая равномерно, без произвольных обрывов, требующих повторного зажигания. Если дуга горит неравномерно, часто обрывается и гаснет, то такая дуга называется неустойчивой. Устойчивость дуги зависит от многих причин, основными из которых являются род тока, состав покрытия электродов, полярность и длина дуги.
Длина дуги равняется расстоянию между торцом электрода и поверхностью расплавленного металла свариваемого изделия. Обычно нормальная длина дуги не должна превышать 3-4 мм для остального электрода. Такая дуга называется короткой. Короткая дуга горит устойчиво и обеспечивает нормальное протекание процесса сварки. Для электродов диаметром 4-5 мм с покрытием ОММ-5 нормальная длина дуги равна 5-6 мм. Дуга, у которой длина больше 6 мм, называется длинной. Процесс плавления металла электрода при такой дуге протекает неравномерно. Стекающие с конца электрода капли металла в этом случае в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность, увеличивается разбрызгивание металла, чаще образуются места с непроваром и недостаточным сплавлением наплавленного металла с основным.
дуга_ может питаться от источника постоянного или" переменного тока. Дуга может питаться постоянным током прямой и "обратной"полярности. "При прямой полярности минус источника тока подключают к электроду, а при обратной полярности - к свариваемому изделию. При сварке угольным электродом дуга легче возбуждается и устойчивее горит, если ток имеет прямую полярность. Ток обратной полярности применяют в тех случаях, когда нужно уменьшить выделение тепла на свариваемом изделии: при сварке тонкого или легкоплавкого металла, чувствительных к перегреву легированных, нержавеющих и высокоуглеродистых сталей и т. д., а также при пользовании некоторыми видами электродов (например, с покрытием УОНИ-13).
Для определения полярности цепи постоянного тока в стакане воды растворяют половину чайной ложки поваренной соли, опускают в раствор оба провода цепи и включают сварочный ток. Тот провод, около которого происходит интенсивное выделение пузырьков газа (водорода), будет отрицательным, а второй - положительным. Концы проводов на длине 1-2 см должны быть очищены от изоляции. Для определения полярности тока применяют также специальные полюсоуказатели.
На рис. 23 показаны кривые изменения напряжения и тока в Дуге переменного тока за один период. Так как в каждом полупериоде ток (1д) и напряжение дуги ({/j изменяются от нуля до максимальных значений, то за этот же промежуток времени уменьшается температура столба дуги и степень ионизации дугового промежутка. Вследствие этого для возбуждения дуги после прохождения тока через нулевое значение необходимо повышенное напряжение, равное U3ax, которое больше нормального напряжения дуги UR.
Для повышения устойчивости горения дуги переменного тока в покрытия электродов и в сварочные флюсы вводят элементы с низким потенциалом ионизации: калий, натрий и кальций, которые облегчают возбуждение дуги после того, как ток уменьшается до нуля, и одновременно изменяет свое направление на противоположное.
Вокруг дуги и в свариваемом металле возникают магнитные поля. Если эти поля расположены относительно оси дуги несимметрично, то они могут отклонять дугу, являющуюся гибким проводником тока, что затрудняет сварку. Отклоняющее действие магнитных полей на сварочную дугу носит название магнитного дутья.
Сила магнитного поля пропорциональна квадрату тока, поэтому магнитное дутье особенно заметно при сварке постоянным током значительной величины (свыше 300-400 а). При сварке переменным током толстопокрытыми электродами и сварке под флюсом явление магнитного дутья сказывается значительно слабее, чем при постоянном токе и при применении голых или тонкопокрытых электродов.
На величину магнитного дутья оказывает также влияние расположение железных (ферромагнитных) масс вблизи места сварки, место подвода тока к изделию, форма изделия, тип сварного соединения, наличие зазоров и другие причины. Для уменьшения отклоняющего действия магнитных полей на дугу следует вести сварку возможно более короткой дугой, подводить сварочный ток к изделию в точке, расположенной как можно ближе к месту сЕарки, а также изменять угол наклона электрода так, чтобы нижний ко- ьец электрода был обращен в сторону действия магнитного дутья.
На рис. 24 показано, как сказывается влияние места подвода тока к изделию на отклонение дуги.
Для уменьшения влияния больших ферромагнитных масс на свариваемое изделие укладывают массивную стальную плиту со стороны, противоположной направлению отклонения дуги.Один провод от источника присоединяют к стальной плите, которую укладывают на расстоянии 200-250 мм от места сварки, постепенно перемещая ее вдоль шва по мере продвижения дуги.



